Ⅰ Configurare / instrumente sugerate:
1. Sistem de evacuare a prafului și evacuării
2. Cleste conice și cu vârf de ac (tăiați firul care scurge)
3. Creta de marcare a anvelopelor (marcați locul plăgii, lățimea benzii de rulare etc.)
4. Agent lubrifiant al roții de expansiune (aplicați regulat)
5. Tabelul parametrilor anvelopelor (introduceți tabelul de configurare al computerului în avans și îl chemați direct la lustruire)
6. Rigla de măsurare a bazei de rulare / contorul de adâncime al modelului / banda de măsurare flexibilă (poate fi utilizată pentru detectarea pe etape)
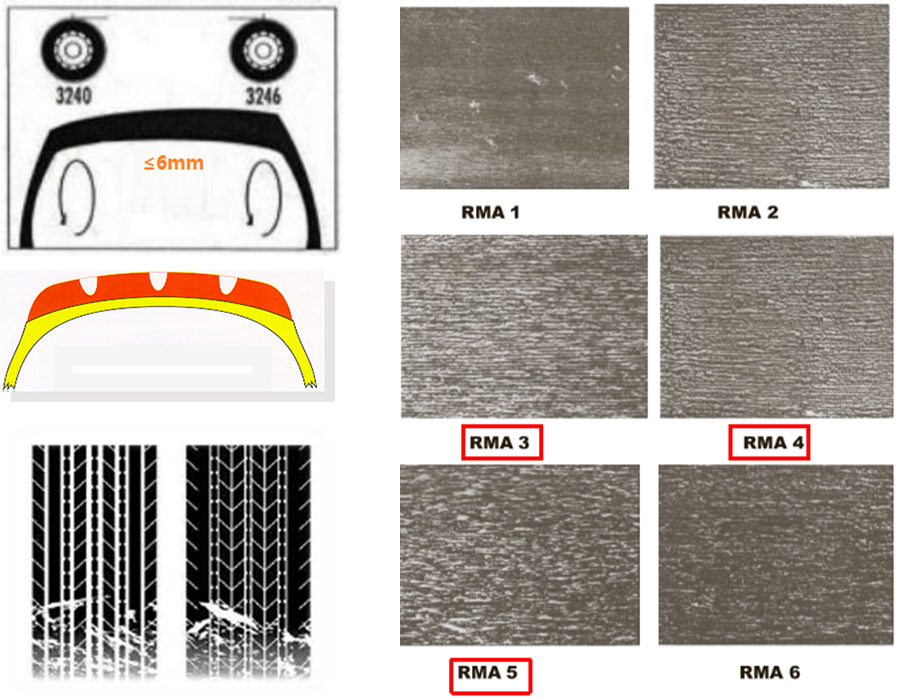
7. Șablon de rugozitate standard de măcinare RMA (utilizat pentru a evalua uzura capului de măcinare)
8. Ochelari de protecție cu protecție laterală
9 shoes Încălțăminte de siguranță
Ⅱ Condiții de proces:
1. Presiunea aerului comprimat: 5 ~ 8kg / cm
2. Presiunea de umflare a anvelopelor: 1,5 kg / cm2.
Ⅲ Standard de calitate a poziției de lustruire:
1. După măcinarea anvelopei, suprafața de măcinare trebuie menținută cu un strat de cauciuc de 1,5 ~ 2,5 mm.
2. După măcinare, suprafața liniei corpului anvelopei pentru un singur loc nu poate depăși 1% din suprafața abraziunii anvelopei, ;
Suprafața totală a liniei nu trebuie să fie mai mare de 2%, adâncimea liniei de lustruire nu afectează stratul de țesătură a cablului.
3. după măcinare, găurile de perforare a anvelopelor și alte defecte ale fiecărei anvelope nu trebuie să depășească 3, iar distanța dintre cele două răni nu trebuie să fie mai mică de 1/6 din circumferința anvelopei.
4. Cerințe de măcinare:
4.1 Adâncimea de măcinare trebuie controlată la 1,5-2 mm. Finisajul brut al suprafeței lustruite: RMA 3 ~ 5.
4.2 abaterea suprafeței de măcinare, abaterea suprafeței de măcinare a coroanei anvelopei nu este mai mare de 1 MM °
4.3 lățimea coroanei lustruite trebuie să fie egală sau mai mică de 2 mm (1/16 inch) din lățimea bazei benzii de rulare, iar dimensiunile benzii de rulare utilizate trebuie să fie în conformitate cu parametrii anvelopei (raza de măcinare a mașinii trebuie setate în conformitate cu parametrii anvelopei).
Siguranță:
1. Înainte de șlefuire, eliminați materiile străine vizibile, inclusiv piatră, cuie, șuruburi etc.
2. gonflabil nu mai mult de 15 psi (1,5 kg / cm2).
3. ochelari de protecție a muncii
4. nu este permis să poarte mănuși și să poarte haine confortabile
5. părul lung trebuie să fie bandajat
Vă rugăm să consultați echipamentul de rectificat manual, să înțelegeți orice probleme de securitate.
Obiective de producție:
1. Producție sigură;
2. standardizarea procesului, maximizarea eficienței, producția de anvelope de reșapare fine.
Ora postării: 06-Aug.2020